 июн, 2 2026
июн, 2 2026

Вы когда-нибудь видели сварной шов, который выглядит как «червяк»? Или, наоборот, слишком широкий, будто кто-то просто залил металл расплавленным составом? Ширина сварочного шва - это не просто эстетика. Это критический параметр, от которого зависит прочность конструкции. Если сделать шов слишком узким, он может треснуть под нагрузкой или иметь непровары. Если слишком широким - вы потратите лишние материалы, время, а сам шов станет хрупким из-за избытка тепла.
Многие новички думают, что можно варить «как получится», но в реальности каждый миллиметр имеет значение. В этой статье мы разберем, какой должна быть правильная ширина шва для разных материалов и методов сварки, опираясь на стандарты ГОСТ и практический опыт.
Зачем контролировать ширину шва?
Ширина сварочного шва влияет сразу на несколько аспектов качества соединения:
- Прочность: Слишком узкий шов не обеспечивает достаточную площадь слияния металлов. При динамических нагрузках (вибрация, удар) такой шов быстро разрушится.
- Герметичность: Для сосудов давления или труб важна плотность шва. Неровная ширина приводит к микропорам и протечкам.
- Экономия: Широкий шов требует больше электродов или проволоки. На больших объемах работ это съедает бюджет.
- Внешний вид: Равномерная ширина говорит о стабильности процесса и квалификации сварщика.
Поэтому вопрос «какая должна быть ширина» всегда решается индивидуально, исходя из толщины металла и типа соединения.
Нормативная база: что говорят ГОСТы?
В России основным документом, регламентирующим параметры сварных соединений, является ГОСТ 14771-76 «Соединения сварные. Основные типы конструктивных элементов и размеры». Также важны отраслевые стандарты, например, для трубопроводов это ГОСТ 30853.2-2002 требования к качеству сварных соединений магистральных газопроводов.
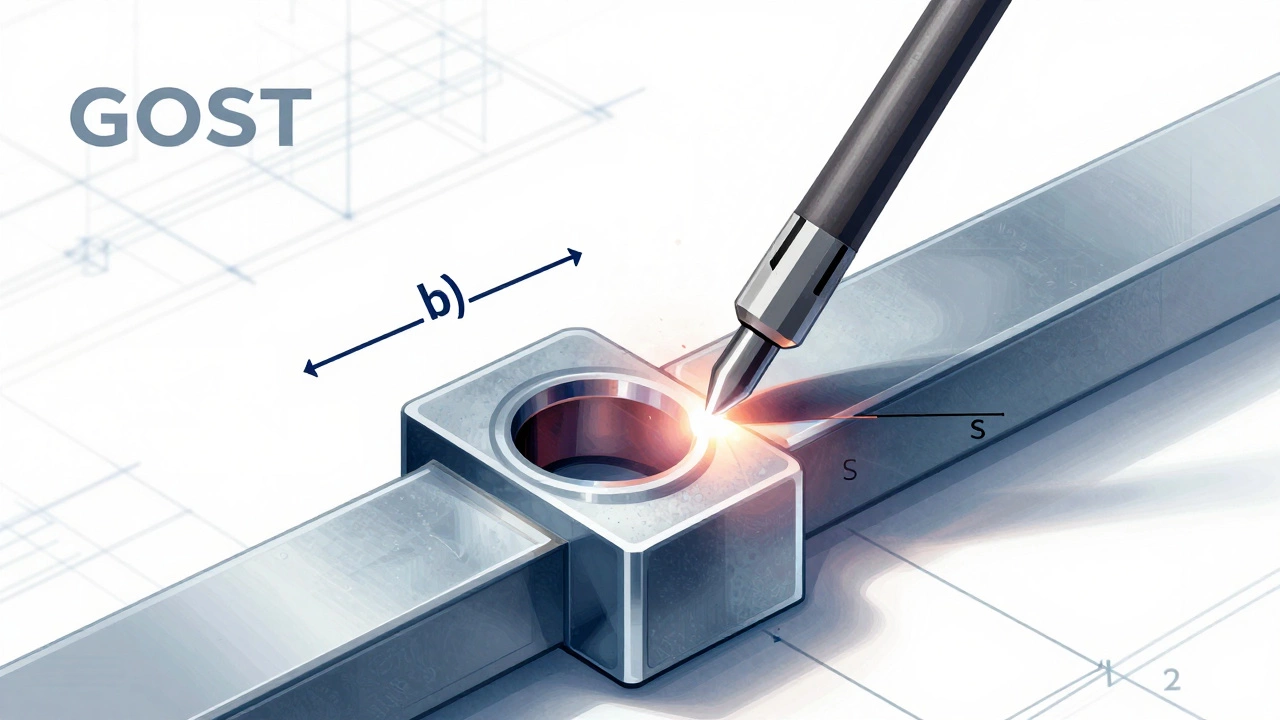
Главное правило из этих документов: ширина шва ($b$) должна быть связана с толщиной свариваемых деталей ($S$). Обычно она составляет от $0.7 \cdot S$ до $1.2 \cdot S$, но есть жесткие ограничения для конкретных технологий.
| Толщина металла (мм) | Минимальная ширина (мм) | Максимальная ширина (мм) | Оптимальный диапазон (мм) |
|---|---|---|---|
| 1.5 - 2.0 | 2.0 | 4.0 | 2.5 - 3.5 |
| 2.5 - 3.0 | 3.0 | 6.0 | 4.0 - 5.0 |
| 4.0 - 5.0 | 4.0 | 8.0 | 5.0 - 7.0 |
| 6.0 - 8.0 | 6.0 | 10.0 | 7.0 - 9.0 |
| 10.0 и более | 8.0 | 14.0 | 10.0 - 12.0 |
Обратите внимание: эти значения актуальны для ручного электродуговой сварки (MMA) и полуавтомата (MIG/MAG) в нижнем положении. Для ответственных конструкций (мосты, несущие балки) требования ужесточаются.
Как рассчитать ширину шва самостоятельно?
Если под рукой нет чертежа с указанием размеров, используйте простые формулы. Для углового шва (самый распространенный тип) катет шва ($k$) часто равен толщине тонкого элемента. Ширина шва ($b$) обычно немного больше катета.
Формула приблизительного расчета:
$b \approx k + (1...2 \text{ мм})$
Например, если вы варите лист толщиной 3 мм, катет шва должен быть около 3 мм. Тогда ширина шва составит примерно 4-5 мм. Этого достаточно для прочного соединения без перерасхода материала.
Для стыковых швов ширина определяется шириной разделки кромок. Если сварка ведется без разделки (встык тонкий металл), ширина шва равна толщине металла плюс небольшой припуск на усиление (0.5-2 мм).
Различия по видам сварки
Не все методы позволяют делать одинаковые швы. Технология напрямую диктует геометрию.
Ручная дуговая сварка (MMA)
Здесь ширина шва сильно зависит от диаметра электрода. Опытное правило: ширина шва должна быть на 2-4 мм больше диаметра стержня электрода. Если вы используете электрод диаметром 3 мм, ширина шва будет 5-7 мм. При этом важно вести электрод строго перпендикулярно поверхности, чтобы избежать уширения шва.
Полуавтоматическая сварка (MIG/MAG)
Полуавтомат дает более ровный и контролируемый шов. Ширина здесь регулируется скоростью подачи проволоки и напряжением дуги. Оптимальная ширина для MIG/MAG обычно на 1-2 мм меньше, чем при MMA той же силы тока, так как процесс более стабильный. Шов получается уже, но глубже проваренным.
Аргонодуговая сварка (TIG)
TIG-сварка позволяет создавать очень узкие и аккуратные швы. Ширина может быть минимальной - буквально на 1 мм больше диаметра присадочной проволоки. Этот метод идеален для нержавеющей стали и алюминия, где важна точность и чистота.
Типичные ошибки и как их исправить
Даже опытные сварщики иногда допускают ошибки в ширине шва. Вот самые частые проблемы:
- «Горбатый» шов: Слишком широкая верхняя часть при малой глубине провара. Причина: низкая скорость движения горелки или слишком большой ток. Решение: увеличить скорость ведения электрода, снизить ток.
- Узкий шов с подрезами: Края шва вдавлены в основной металл. Причина: слишком высокая скорость или неправильный угол наклона электрода. Решение: замедлиться, изменить угол электрода на 10-15 градусов.
- Неровная ширина: Шов то расширяется, то сужается. Причина: нестабильная рука сварщика или колебания напряжения в сети. Решение: использовать стабилизатор напряжения, тренировать движение руки.
Чтобы проверить ширину, используйте специальный шаблон-измеритель (например, ИШ-1 или ИШ-2). Он стоит недорого и спасает от переделок.

Влияние положения сварки
Ширина шва меняется в зависимости от того, в каком положении вы работаете:
- Нижнее положение: Самый удобный вариант. Гравитация помогает удерживать расплавленный металл в ванне. Ширина шва максимальная и равномерная.
- Вертикальное положение: Металл стремится стекать вниз. Чтобы избежать уширения нижней части шва, нужно варить короткими дугами и зигзагообразными движениями. Ширина шва обычно уменьшается на 10-15%.
- Потолочное положение: Самое сложное. Металл капает вниз. Шов получается самым узким. Здесь важна малая ширина и быстрое затухание дуги.
При вертикальной и потолочной сварке рекомендуется уменьшать диаметр электрода или силу тока, чтобы контролировать ширину шва.
Практические советы для идеального шва
Хотите получать швы нужной ширины с первого раза? Следуйте этим рекомендациям:
- Подготовьте кромки: Очистите металл от ржавчины, краски и масла. Загрязнения мешают формированию правильной ванны.
- Выберите правильный ток: Сила тока напрямую влияет на ширину. Чем больше ток, тем шире шов. Начинайте с рекомендованных значений для вашего электрода/проволоки.
- Контролируйте угол: Угол наклона электрода определяет направление потока расплавленного металла. Изменение угла на 5 градусов может изменить ширину шва на 1 мм.
- Используйте шаблоны: Перед началом работ сделайте пробный шов на обрезке металла такого же сортамента. Измерьте его и скорректируйте параметры.
Помните, что ширина шва - это баланс между прочностью и экономией. Не гонитесь за излишней шириной. Лучше один качественный узкий шов, чем три кривых широких.
Какая должна быть ширина шва при сварке электродами 3 мм?
При использовании электродов диаметром 3 мм оптимальная ширина шва составляет 5-7 мм. Это обеспечивает хороший провар для металла толщиной 2-4 мм. Если шов уже 5 мм, возможен непровар; если шире 7 мм - перерасход материала и риск дефектов.
Можно ли варить шов шире толщины металла?
Да, для угловых швов ширина часто превышает толщину детали. Например, при соединении двух листов по 3 мм ширина шва может быть 5-6 мм. Однако для стыковых швов ширина обычно близка к толщине металла плюс небольшое усиление.
Что делать, если шов получился слишком широким?
Если шов еще горячий, можно попробовать аккуратно «прижать» его молотком (для некоторых сталей), но лучше предотвратить ошибку. Уменьшите силу тока, увеличьте скорость движения горелки или измените угол наклона электрода. Для исправления старого шва его необходимо зачистить и переварить.
Влияет ли марка металла на ширину шва?
Да, теплопроводность металла играет роль. Алюминий и медь требуют большей ширины шва и большего количества тепла из-за высокой теплопроводности. Нержавеющая сталь позволяет делать более узкие швы, так как нагревается быстрее и имеет меньшую теплопроводность.
Как измерить ширину шва без специального инструмента?
Можно использовать обычную линейку или штангенциркуль. Для угловых швов также подходит метод сравнения с известными предметами: толщина монеты 1 рубль - около 1.9 мм, 5 рублей - около 1.8 мм. Но для точных работ лучше купить шаблон-измеритель ИШ-1.